Questo articolo è apparso per la prima volta nel 2019 Physics World Focus su strumenti e vuoto sotto il titolo “Più piccolo, più leggero, più intelligente”
Perché le tecnologie quantistiche mantengano la loro promessa, i sistemi che le supportano devono ridursi. Laurence Coles spiega come i progressi nella produzione additiva stanno portando a portata di mano la miniaturizzazione e preannunciando una più ampia rivoluzione nella progettazione di sistemi per vuoto
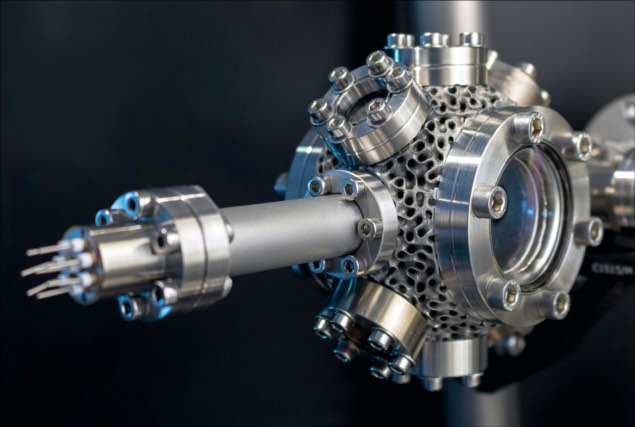
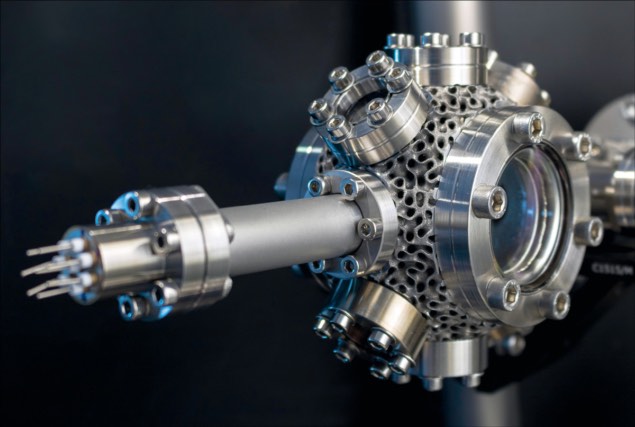
Approccio nuovo Questo prototipo di camera di trappola magneto-ottica – progettato e realizzato da Added Scientific in collaborazione con fisici quantistici nelle università di Nottingham e Sussex, nel Regno Unito – ha una massa di soli 245 g grazie a tecniche di produzione additiva, che consentono di costruire un robusto dispositivo ad altissimo vuoto con molto meno materiale. (Per gentile concessione: Aggiunto scientifico)
Se le tecnologie quantistiche includessero manuali di istruzioni, le prime pagine descrivono come raffreddare e intrappolare un campione di atomi. Nuvole di atomi freddi e intrappolati sono al centro dei dispositivi quantistici odierni come gli orologi atomici. Sono anche parte integrante di molti possibili futuri, come i “sistemi di posizionamento quantico” che un giorno potrebbero sostituire il GPS basato su satellite. La ragione è semplice: solo isolando gli atomi dal loro ambiente e raffreddandoli, a volte a temperature inferiori di una frazione di grado sopra lo zero assoluto, le loro caratteristiche quantistiche vengono alla ribalta. Proprietà come l’accelerazione e la rotazione degli atomi, i tempi e la frequenza delle transizioni tra i livelli di energia e persino la loro risposta ai disturbi elettrici,

Formare e sostenere nuvole di atomi freddi è tuttavia tutt’altro che semplice. Tra gli altri requisiti, le nuvole devono essere tenuti in un ultra-vuoto (UHV) ambiente, a pressioni inferiori a 10 -7 pascal (10 -9 mbar). Ciò garantisce che gli atomi raffreddati a temperature di microkelvin non vengano persi dalla trappola a causa di collisioni con particelle più calde nell’atmosfera. Gli assiemi UHV sono quindi sottosistemi critici per applicazioni quantistiche di alta precisione e, ad oggi, sono costituiti in genere da più componenti ingombranti e standardizzati in acciaio inossidabile. L’elevato numero di connettori per vuoto e giunti tra i componenti aumenta il rischio di perdite, specialmente quando i giunti sono soggetti a variazioni di temperatura e stress meccanici. Di conseguenza, i sottosistemi UHV sono ampiamente considerati come il fattore limitante per far uscire le tecnologie quantistiche dal laboratorio.
La produzione additiva (AM) ha il potenziale per ribaltare questa situazione. A differenza della produzione tradizionale, in cui le parti sono ricavate in modo sottrattivo da grandi billette di materiale, le tecniche additive costruiscono componenti strato per strato. Un metodo, noto come fusione del letto di polvere laser, funziona fissando sottili strati di materiale in polvere e sottoponendoli a una fonte di energia come un laser, che fonde insieme gli strati. La fonte di energia viene quindi scansionata secondo uno schema determinato dalla geometria del componente da fabbricare. Usando questa tecnica additiva, è possibile creare funzioni complesse come canali interni e reticoli leggeri e quindi coprirli con strati successivi. AM consente inoltre di consolidare diversi componenti in singole parti mantenendo tutte le funzionalità che tradizionalmente avrebbero richiesto un assemblaggio in più parti.
I complessi di vuoto prodotti in modo aggiuntivo offrono numerosi vantaggi per le applicazioni delle tecnologie quantistiche. Oltre a sostituire ingombranti componenti standard con sottosistemi UHV su misura per le esigenze dell’utente, AM consente anche di consolidare assiemi, rimuovere giunti di vuoto, aggiungere funzionalità integrate e ridurre i parametri di dimensioni, peso e potenza (SWAP) di tutto il sistema. In effetti, a lungo termine, AM ha il potenziale per guidare una rivoluzione nella progettazione di sistemi per vuoto, introducendo nuove capacità e funzionalità integrate raggiungibili solo grazie alla libertà di progettazione che AM può offrire rispetto alla produzione tradizionale.
APS? Accogliendo con favore l’intero spettro della ricerca
Pubblicità
Fino a poco tempo fa, l’idea di utilizzare AM per produrre componenti del sistema UHV è stata rapidamente respinta nel settore del vuoto a causa delle preoccupazioni fondamentali relative alla porosità e alla resistenza meccanica dei materiali prodotti in aggiunta. Tuttavia, i recenti sviluppi nel campo dell’AM hanno portato le capacità di processo al punto in cui le densità e le prestazioni meccaniche dei materiali AM sono ora paragonabili a quelle dei materiali sfusi originali. Grazie a questi progressi, è diventato possibile costruire componenti metallici UHV tramite fusione laser a letto di polvere e quindi sfidare idee sbagliate comuni sul posto dei metodi AM nell’industria del vuoto.
Ispirati da varie storie di successo che dimostrano che è possibile utilizzare i componenti AM in un ambiente UHV, i miei colleghi e io di Added Scientific ci siamo chiesti se potevamo produrre una camera a vuoto fabbricata in modo addizionale – una che potesse contenere un UHV e fornire le prestazioni richieste per intrappolando nuvole di atomi freddi. A partire dal 2017, il nostro team di Added Scientific ha collaborato con i membri dei gruppi di ricerca sulle tecnologie quantistiche presso l’ Università di Nottingham e l’ Università del Sussex nel Regno Unito, sfruttando la nostra esperienza multidisciplinare per testare questa idea.
L’applicazione di queste metodologie innovative, in un campo apparentemente stagnante, è fondamentale per accelerare l’evoluzione e la miniaturizzazione delle tecnologie quantistiche emergenti
Come studio di fattibilità, abbiamo deciso di costruire una camera a vuoto AM per il “cavallo di battaglia” standard degli esperimenti sugli atomi di freddo: la trappola magneto-ottica, o MOT, in cui gli atomi vengono raffreddati e tenuti in posizione con una combinazione di raggi laser e campi magnetici. Abbiamo progettato la camera prototipo per soddisfare tutti i requisiti funzionali di un MOT, incluso l’accesso ottico per tre coppie ortogonali di raggi laser; spazio per bobine magnetiche; un ambiente UHV; e la possibilità di connettersi a componenti standard come le pompe per vuoto. Per mantenere la camera il più leggera possibile, abbiamo perfezionato la geometria delle sue porte, riducendo al minimo lo spazio tra di esse e aggiungendo una sottile pelle interna per completare le pareti della camera e consentirle di trattenere l’UHV. Abbiamo anche mantenuto la simmetria del design della camera,
Per aggiungere uno strato di robustezza e maggiore rigidità al design della camera, abbiamo combinato un nucleo simmetrico della camera interna con una struttura leggera nota nel mondo AM come reticolo superficiale minimo periodicamente triplo a densità variabile. La struttura reticolare ha assunto la forma di una superficie tiroidea a matrice matematicamente definita, addensata per formare una geometria 3D (vedi immagine sotto). L’inclusione di questi reticoli a densità variabile ci ha permesso di bilanciare le esigenze concorrenti di mantenere la camera meccanicamente rigida e minimizzare la sua massa. La struttura reticolare aumenta anche il rapporto area-volume della superficie esterna della camera, che aiuta a irradiare calore. Il disegno finale camera è costituita più porte (2 × porte CF40 e 8 × CF16), rendendolo compatibile con le apparecchiature UHV standard. Accanto alla camera, abbiamo anche sviluppato un inserto di formatura a bobina magnetica con canali di raffreddamento ad acqua integrati, per esplorare i vantaggi aggiuntivi che AM può offrire.
Il nucleo interno della camera è combinato con un reticolo di tiroide a matrice per ridurre la sua massa complessiva
Grata leggera Il nucleo interno della camera è combinato con una grata tiroidea a matrice per ridurre la sua massa complessiva mantenendo la rigidità strutturale. (Per gentile concessione: Aggiunto scientifico)
Ragioni per il successo
Abbiamo scelto di costruire la camera a vuoto AM in una lega di alluminio, AlSi 10Mg, grazie alla sua elevata resistenza specifica e bassa densità. I materiali prodotti dalla fusione del letto di polvere laser hanno una caratteristica struttura a grana ultrafine in cui i grani crescono attraverso gli strati man mano che il componente viene costruito. Una volta completata la costruzione, i trattamenti termici vengono generalmente applicati per alterare le prestazioni meccaniche del materiale omogeneizzando la microstruttura del grano e controllando la dimensione dei grani, alleviando al contempo le sollecitazioni residue accumulate a causa del processo di costruzione AM. Per la nostra applicazione, abbiamo anche applicato un trattamento termico di “invecchiamento” separato per promuovere la crescita dei precipitati ai confini del grano. Ciò ha aumentato la resistenza del materiale fino a quando non è stato abbastanza difficile per noi utilizzare le stesse tecniche di sigillatura del bordo del coltello associate ai componenti del vuoto standard.
I componenti UHV fabbricati tradizionalmente hanno una finitura superficiale interna lavorata e lucidata. Al contrario, i metalli AM tendono ad avere superfici ruvide. Questa rugosità è generalmente considerata un segno nero contro AM per le applicazioni UHV, poiché si pensava che l’aumento della superficie aumentasse la probabilità di degassificazione. Per determinare se i componenti fabbricati in modo aggiuntivo sarebbero adatti all’UHV, abbiamo condotto una spettroscopia fotoelettronica a raggi X e uno studio spettrometrico di massa sulla lega AM. I risultati hanno indicato che sulla superficie del materiale si forma uno strato protettivo di ossido ricco di magnesio e che questo strato svolge un ruolo importante nel sopprimere il degassamento che potrebbe altrimenti inibire le prestazioni della lega in applicazioni sotto vuoto. A parte le specie atmosferiche attese (e inevitabili) viste nei dati spettrometrici di massa, non abbiamo osservato altri picchi spettroscopici fino a quando la temperatura non ha superato i 400 ° C. A questo punto, iniziarono ad apparire picchi di magnesio dallo strato stesso, ma questo ci dà ancora una vasta gamma di temperature operative accettabili, anche senza ottimizzare ulteriormente il materiale e lo strato protettivo.
Per valutare le prestazioni del vuoto della camera AM, abbiamo montato finestre e componenti in acciaio inossidabile pronti all’uso su di essa utilizzando flange CF standard per sigillare i bordi dei coltelli, creando un gruppo vuoto completo. Abbiamo quindi pompato e cotto (cioè riscaldato) il sistema a 120 ° C per un periodo di 120 ore. Una volta cotto, l’UHV è stato sostenuto utilizzando una pompa combinata ionica / non evaporabile (NEG), raggiungendo una pressione finale di < 10 –10 mbar – ben all’interno dell’intervallo UHV. Abbiamo quindi testato ulteriormente il sistema trasportandolo da Nottingham all’evento National Quantum Technologies Showcase a Londra, il che significava che era senza alimentazione esterna o pompaggio attivo per 48 ore. Durante questo periodo, con il solo pompaggio NEG passivo in atto, la pressione è aumentata, ma solo a 10–7 pascal (10 -9 mbar) – ancora molto abbastanza basso per atomi di rubidio fredde per essere acquisiti e conservati in un MOT.
L’inizio di qualcosa di più piccolo?
Questa è la prima volta che una camera AM ha dimostrato di contenere l’UHV e per le applicazioni della tecnologia quantistica i vantaggi sono evidenti. Il cambio di materiale, insieme al design leggero e ottimizzato per AM, ha comportato che la massa della nostra camera MOT prototipo è di 245 g, il 70% in meno rispetto a un equivalente in acciaio inossidabile disponibile in commercio. Ciò rappresenta un notevole risparmio di prezioso spazio di laboratorio per i gruppi di ricerca, nonché un passo importante verso la portabilità nei dispositivi futuri. In linea di principio, potremmo rendere la camera ancora più piccola, poiché la dimensione minima di un MOT è determinata dal diametro dei raggi laser ortogonali che entrano nelle sue finestre e forniscono il suo elemento di intrappolamento ottico (circa 15 mm di diametro per il particolare caso di test del team ).
Finora, la fisica quantistica è uno dei pochi campi in cui i clienti stanno davvero spingendo per sistemi UHV più piccoli. Ciò rende progetti come la camera MOT costruita in modo additivo un banco di prova perfetto per AM nel settore del vuoto. L’applicazione di queste metodologie innovative, all’interno di un campo apparentemente stagnante, è fondamentale per accelerare l’evoluzione e la miniaturizzazione delle tecnologie quantistiche emergenti e per spostarle fuori dal laboratorio e nella vita di tutti i giorni. Con il desiderio di tecnologie quantistiche e quindi la rapida maturazione del mercato associato, lo sviluppo di questa capacità supporterà in modo significativo il National Quantum Technologies Program del Regno Unito e l’impegno del governo nello sviluppo di un’industria di tecnologia quantistica nel Regno Unito.
Detto questo, la flessibilità che AM offre in termini di libertà di progettazione, consolidamento delle parti e funzionalità aggiuntiva suggerisce che ora ci sono interessanti opportunità per apportare cambiamenti più ampi e significativi al modo in cui affrontiamo la progettazione del sistema del vuoto. AM consente di realizzare progetti veramente su misura ottimizzati per le prestazioni del sistema e non limitati dalle capacità di produzione tradizionali. L’uso di strutture reticolari e altre geometrie complesse (come abbiamo fatto per questo prototipo) consente ai progettisti di ridurre ulteriormente la massa di componenti comuni mantenendo la loro integrità strutturale e stabilità. AM offre anche il potenziale per migliorare le prestazioni dei componenti del vuoto in altri modi creando strutture come canali fluidi integrati integrati, supporti interni per bobine, diaframmi e così via parte integrante del componente, piuttosto che qualcosa che deve essere assemblato da più componenti. In sintesi, l’introduzione di tecniche AM per lo sviluppo di sistemi del vuoto ha il potenziale di avere un impatto non solo sulle applicazioni della tecnologia quantistica portatile, ma anche sulla più ampia comunità scientifica e industriale.
Questo articolo è apparso per la prima volta nel 2019 Physics World Focus su strumenti e vuoto sotto il titolo “Più piccolo, più leggero, più intelligente”
Perché le tecnologie quantistiche mantengano la loro promessa, i sistemi che le supportano devono ridursi. Laurence Coles spiega come i progressi nella produzione additiva stanno portando a portata di mano la miniaturizzazione e preannunciando una più ampia rivoluzione nella progettazione di sistemi per vuoto
Un prototipo di camera trappola magneto-ottica – progettata e costruita da Added Scientific in collaborazione con fisici quantistici nelle università di Nottingham e Sussex, Regno Unito
Approccio nuovo Questo prototipo di camera di trappola magneto-ottica – progettato e realizzato da Added Scientific in collaborazione con fisici quantistici nelle università di Nottingham e Sussex, nel Regno Unito – ha una massa di soli 245 g grazie a tecniche di produzione additiva, che consentono di costruire un robusto dispositivo ad altissimo vuoto con molto meno materiale. (Per gentile concessione: Aggiunto scientifico)
Se le tecnologie quantistiche includessero manuali di istruzioni, le prime pagine descrivono come raffreddare e intrappolare un campione di atomi. Nuvole di atomi freddi e intrappolati sono al centro dei dispositivi quantistici odierni come gli orologi atomici. Sono anche parte integrante di molti possibili futuri, come i “sistemi di posizionamento quantico” che un giorno potrebbero sostituire il GPS basato su satellite. La ragione è semplice: solo isolando gli atomi dal loro ambiente e raffreddandoli, a volte a temperature inferiori di una frazione di grado sopra lo zero assoluto, le loro caratteristiche quantistiche vengono alla ribalta. Proprietà come l’accelerazione e la rotazione degli atomi, i tempi e la frequenza delle transizioni tra i livelli di energia e persino la loro risposta ai disturbi elettrici,
Formare e sostenere nuvole di atomi freddi è tuttavia tutt’altro che semplice. Tra gli altri requisiti, le nuvole devono essere tenuti in un ultra-vuoto (UHV) ambiente, a pressioni inferiori a 10 -7 pascal (10 -9 mbar). Ciò garantisce che gli atomi raffreddati a temperature di microkelvin non vengano persi dalla trappola a causa di collisioni con particelle più calde nell’atmosfera. Gli assiemi UHV sono quindi sottosistemi critici per applicazioni quantistiche di alta precisione e, ad oggi, sono costituiti in genere da più componenti ingombranti e standardizzati in acciaio inossidabile. L’elevato numero di connettori per vuoto e giunti tra i componenti aumenta il rischio di perdite, specialmente quando i giunti sono soggetti a variazioni di temperatura e stress meccanici. Di conseguenza, i sottosistemi UHV sono ampiamente considerati come il fattore limitante per far uscire le tecnologie quantistiche dal laboratorio.
La produzione additiva (AM) ha il potenziale per ribaltare questa situazione. A differenza della produzione tradizionale, in cui le parti sono ricavate in modo sottrattivo da grandi billette di materiale, le tecniche additive costruiscono componenti strato per strato. Un metodo, noto come fusione del letto di polvere laser, funziona fissando sottili strati di materiale in polvere e sottoponendoli a una fonte di energia come un laser, che fonde insieme gli strati. La fonte di energia viene quindi scansionata secondo uno schema determinato dalla geometria del componente da fabbricare. Usando questa tecnica additiva, è possibile creare funzioni complesse come canali interni e reticoli leggeri e quindi coprirli con strati successivi. AM consente inoltre di consolidare diversi componenti in singole parti mantenendo tutte le funzionalità che tradizionalmente avrebbero richiesto un assemblaggio in più parti.
I complessi di vuoto prodotti in modo aggiuntivo offrono numerosi vantaggi per le applicazioni delle tecnologie quantistiche. Oltre a sostituire ingombranti componenti standard con sottosistemi UHV su misura per le esigenze dell’utente, AM consente anche di consolidare assiemi, rimuovere giunti di vuoto, aggiungere funzionalità integrate e ridurre i parametri di dimensioni, peso e potenza (SWAP) di tutto il sistema. In effetti, a lungo termine, AM ha il potenziale per guidare una rivoluzione nella progettazione di sistemi per vuoto, introducendo nuove capacità e funzionalità integrate raggiungibili solo grazie alla libertà di progettazione che AM può offrire rispetto alla produzione tradizionale.
APS? Accogliendo con favore l’intero spettro della ricerca
Pubblicità
Fino a poco tempo fa, l’idea di utilizzare AM per produrre componenti del sistema UHV è stata rapidamente respinta nel settore del vuoto a causa delle preoccupazioni fondamentali relative alla porosità e alla resistenza meccanica dei materiali prodotti in aggiunta. Tuttavia, i recenti sviluppi nel campo dell’AM hanno portato le capacità di processo al punto in cui le densità e le prestazioni meccaniche dei materiali AM sono ora paragonabili a quelle dei materiali sfusi originali. Grazie a questi progressi, è diventato possibile costruire componenti metallici UHV tramite fusione laser a letto di polvere e quindi sfidare idee sbagliate comuni sul posto dei metodi AM nell’industria del vuoto.
Ispirati da varie storie di successo che dimostrano che è possibile utilizzare i componenti AM in un ambiente UHV, i miei colleghi e io di Added Scientific ci siamo chiesti se potevamo produrre una camera a vuoto fabbricata in modo addizionale – una che potesse contenere un UHV e fornire le prestazioni richieste per intrappolando nuvole di atomi freddi. A partire dal 2017, il nostro team di Added Scientific ha collaborato con i membri dei gruppi di ricerca sulle tecnologie quantistiche presso l’ Università di Nottingham e l’ Università del Sussex nel Regno Unito, sfruttando la nostra esperienza multidisciplinare per testare questa idea.
L’applicazione di queste metodologie innovative, in un campo apparentemente stagnante, è fondamentale per accelerare l’evoluzione e la miniaturizzazione delle tecnologie quantistiche emergenti
Come studio di fattibilità, abbiamo deciso di costruire una camera a vuoto AM per il “cavallo di battaglia” standard degli esperimenti sugli atomi di freddo: la trappola magneto-ottica, o MOT, in cui gli atomi vengono raffreddati e tenuti in posizione con una combinazione di raggi laser e campi magnetici. Abbiamo progettato la camera prototipo per soddisfare tutti i requisiti funzionali di un MOT, incluso l’accesso ottico per tre coppie ortogonali di raggi laser; spazio per bobine magnetiche; un ambiente UHV; e la possibilità di connettersi a componenti standard come le pompe per vuoto. Per mantenere la camera il più leggera possibile, abbiamo perfezionato la geometria delle sue porte, riducendo al minimo lo spazio tra di esse e aggiungendo una sottile pelle interna per completare le pareti della camera e consentirle di trattenere l’UHV. Abbiamo anche mantenuto la simmetria del design della camera,
Per aggiungere uno strato di robustezza e maggiore rigidità al design della camera, abbiamo combinato un nucleo simmetrico della camera interna con una struttura leggera nota nel mondo AM come reticolo superficiale minimo periodicamente triplo a densità variabile. La struttura reticolare ha assunto la forma di una superficie tiroidea a matrice matematicamente definita, addensata per formare una geometria 3D (vedi immagine sotto). L’inclusione di questi reticoli a densità variabile ci ha permesso di bilanciare le esigenze concorrenti di mantenere la camera meccanicamente rigida e minimizzare la sua massa. La struttura reticolare aumenta anche il rapporto area-volume della superficie esterna della camera, che aiuta a irradiare calore. Il disegno finale camera è costituita più porte (2 × porte CF40 e 8 × CF16), rendendolo compatibile con le apparecchiature UHV standard. Accanto alla camera, abbiamo anche sviluppato un inserto di formatura a bobina magnetica con canali di raffreddamento ad acqua integrati, per esplorare i vantaggi aggiuntivi che AM può offrire.
Il nucleo interno della camera è combinato con un reticolo di tiroide a matrice per ridurre la sua massa complessiva
Ragioni per il successo
Abbiamo scelto di costruire la camera a vuoto AM in una lega di alluminio, AlSi 10Mg, grazie alla sua elevata resistenza specifica e bassa densità. I materiali prodotti dalla fusione del letto di polvere laser hanno una caratteristica struttura a grana ultrafine in cui i grani crescono attraverso gli strati man mano che il componente viene costruito. Una volta completata la costruzione, i trattamenti termici vengono generalmente applicati per alterare le prestazioni meccaniche del materiale omogeneizzando la microstruttura del grano e controllando la dimensione dei grani, alleviando al contempo le sollecitazioni residue accumulate a causa del processo di costruzione AM. Per la nostra applicazione, abbiamo anche applicato un trattamento termico di “invecchiamento” separato per promuovere la crescita dei precipitati ai confini del grano. Ciò ha aumentato la resistenza del materiale fino a quando non è stato abbastanza difficile per noi utilizzare le stesse tecniche di sigillatura del bordo del coltello associate ai componenti del vuoto standard.
I componenti UHV fabbricati tradizionalmente hanno una finitura superficiale interna lavorata e lucidata. Al contrario, i metalli AM tendono ad avere superfici ruvide. Questa rugosità è generalmente considerata un segno nero contro AM per le applicazioni UHV, poiché si pensava che l’aumento della superficie aumentasse la probabilità di degassificazione. Per determinare se i componenti fabbricati in modo aggiuntivo sarebbero adatti all’UHV, abbiamo condotto una spettroscopia fotoelettronica a raggi X e uno studio spettrometrico di massa sulla lega AM. I risultati hanno indicato che sulla superficie del materiale si forma uno strato protettivo di ossido ricco di magnesio e che questo strato svolge un ruolo importante nel sopprimere il degassamento che potrebbe altrimenti inibire le prestazioni della lega in applicazioni sotto vuoto. A parte le specie atmosferiche attese (e inevitabili) viste nei dati spettrometrici di massa, non abbiamo osservato altri picchi spettroscopici fino a quando la temperatura non ha superato i 400 ° C. A questo punto, iniziarono ad apparire picchi di magnesio dallo strato stesso, ma questo ci dà ancora una vasta gamma di temperature operative accettabili, anche senza ottimizzare ulteriormente il materiale e lo strato protettivo.
Per valutare le prestazioni del vuoto della camera AM, abbiamo montato finestre e componenti in acciaio inossidabile pronti all’uso su di essa utilizzando flange CF standard per sigillare i bordi dei coltelli, creando un gruppo vuoto completo. Abbiamo quindi pompato e cotto (cioè riscaldato) il sistema a 120 ° C per un periodo di 120 ore. Una volta cotto, l’UHV è stato sostenuto utilizzando una pompa combinata ionica / non evaporabile (NEG), raggiungendo una pressione finale di < 10 –10 mbar – ben all’interno dell’intervallo UHV. Abbiamo quindi testato ulteriormente il sistema trasportandolo da Nottingham all’evento National Quantum Technologies Showcase a Londra, il che significava che era senza alimentazione esterna o pompaggio attivo per 48 ore. Durante questo periodo, con il solo pompaggio NEG passivo in atto, la pressione è aumentata, ma solo a 10–7 pascal (10 -9 mbar) – ancora molto abbastanza basso per atomi di rubidio fredde per essere acquisiti e conservati in un MOT.
L’inizio di qualcosa di più piccolo?
Questa è la prima volta che una camera AM ha dimostrato di contenere l’UHV e per le applicazioni della tecnologia quantistica i vantaggi sono evidenti. Il cambio di materiale, insieme al design leggero e ottimizzato per AM, ha comportato che la massa della nostra camera MOT prototipo è di 245 g, il 70% in meno rispetto a un equivalente in acciaio inossidabile disponibile in commercio. Ciò rappresenta un notevole risparmio di prezioso spazio di laboratorio per i gruppi di ricerca, nonché un passo importante verso la portabilità nei dispositivi futuri. In linea di principio, potremmo rendere la camera ancora più piccola, poiché la dimensione minima di un MOT è determinata dal diametro dei raggi laser ortogonali che entrano nelle sue finestre e forniscono il suo elemento di intrappolamento ottico (circa 15 mm di diametro per il particolare caso di test del team ).
Finora, la fisica quantistica è uno dei pochi campi in cui i clienti stanno davvero spingendo per sistemi UHV più piccoli. Ciò rende progetti come la camera MOT costruita in modo additivo un banco di prova perfetto per AM nel settore del vuoto. L’applicazione di queste metodologie innovative, all’interno di un campo apparentemente stagnante, è fondamentale per accelerare l’evoluzione e la miniaturizzazione delle tecnologie quantistiche emergenti e per spostarle fuori dal laboratorio e nella vita di tutti i giorni. Con il desiderio di tecnologie quantistiche e quindi la rapida maturazione del mercato associato, lo sviluppo di questa capacità supporterà in modo significativo il National Quantum Technologies Program del Regno Unito e l’impegno del governo nello sviluppo di un’industria di tecnologia quantistica nel Regno Unito.
Detto questo, la flessibilità che AM offre in termini di libertà di progettazione, consolidamento delle parti e funzionalità aggiuntiva suggerisce che ora ci sono interessanti opportunità per apportare cambiamenti più ampi e significativi al modo in cui affrontiamo la progettazione del sistema del vuoto. AM consente di realizzare progetti veramente su misura ottimizzati per le prestazioni del sistema e non limitati dalle capacità di produzione tradizionali. L’uso di strutture reticolari e altre geometrie complesse (come abbiamo fatto per questo prototipo) consente ai progettisti di ridurre ulteriormente la massa di componenti comuni mantenendo la loro integrità strutturale e stabilità. AM offre anche il potenziale per migliorare le prestazioni dei componenti del vuoto in altri modi creando strutture come canali fluidi integrati integrati, supporti interni per bobine, diaframmi e così via parte integrante del componente, piuttosto che qualcosa che deve essere assemblato da più componenti. In sintesi, l’introduzione di tecniche AM per lo sviluppo di sistemi del vuoto ha il potenziale di avere un impatto non solo sulle applicazioni della tecnologia quantistica portatile, ma anche sulla più ampia comunità scientifica e industriale.
Un prototipo di camera trappola magneto-ottica – progettata e costruita da Added Scientific in collaborazione con fisici quantistici nelle università di Nottingham e Sussex, Regno Unito Grata leggera Il nucleo interno della camera è combinato con una grata tiroidea a matrice per ridurre la sua massa complessiva mantenendo la rigidità strutturale.