Monitoraggio del processo di stampa 3D con letto a polvere laser con spettroscopia per rilevare i difetti
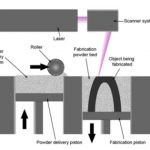
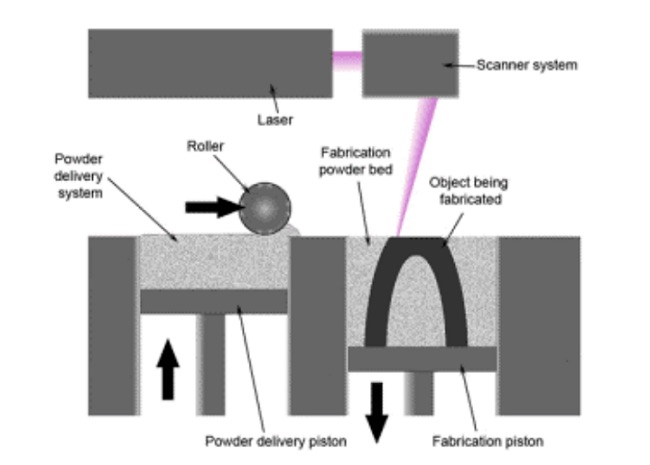
La stampa 3D a fusione laser con polvere di letto, uno dei processi più consolidati per la produzione di parti metalliche , utilizza un letto di materiale in polvere per costruire una parte strato dopo strato. La parte viene formata quando l’energia viene immessa nella polvere per fonderla insieme, il che consente di ottenere parti ad alta risoluzione ad alta produttività.
![]() Sfortunatamente, molte cose possono andare storte e causare difetti nelle parti metalliche realizzate con la stampa 3D a fusione alimentata a polvere, come cracking , concavità delle radici, stress residuo, porosità , balling, delaminazione, impurità microstrutturali e difetti superficiali. Le parti metalliche stampate in 3D con difetti possono causare problemi di sicurezza e funzionalità compromessa e, mentre alcuni problemi possono essere rilevati e risolti durante la post-elaborazione, altri non possono, il che si traduce in un errore parziale. Al fine di rilevare e correggere i difetti prima che sia troppo tardi, dobbiamo continuare a studiare la fonte di questi difetti.
Sfortunatamente, molte cose possono andare storte e causare difetti nelle parti metalliche realizzate con la stampa 3D a fusione alimentata a polvere, come cracking , concavità delle radici, stress residuo, porosità , balling, delaminazione, impurità microstrutturali e difetti superficiali. Le parti metalliche stampate in 3D con difetti possono causare problemi di sicurezza e funzionalità compromessa e, mentre alcuni problemi possono essere rilevati e risolti durante la post-elaborazione, altri non possono, il che si traduce in un errore parziale. Al fine di rilevare e correggere i difetti prima che sia troppo tardi, dobbiamo continuare a studiare la fonte di questi difetti.
Andrew Drieling della Wright State University, in Ohio, ha recentemente pubblicato un documento intitolato ” Rilevamento dei difetti in situ usando la spettroscopia a tre colori nella produzione di additivi per letti laser a polvere “, sull’uso della spettroscopia per monitorare la stampa 3D dei difetti.
L’abstract dice “Additive Manufacturing (AM) fornisce un modo per creare parti che sarebbero estremamente difficili o impossibili con i processi di produzione convenzionali. Tuttavia, AM introduce anche difetti, che sono dannosi per le prestazioni meccaniche. Questi difetti sono potenzialmente sconosciuti fino all’ispezione e ai test successivi all’elaborazione, sprecando tempo e risorse su una parte inutilizzabile o iniziando guasti imprevisti. Storicamente, la spettroscopia è stata utilizzata con successo per il monitoraggio in situ della saldatura laser, utilizzando i parametri variabili nel pennacchio generato per prevedere i difetti. Il monitoraggio in situ utilizzando uno spettrometro a vista per la fabbricazione di Alloy 718 su un letto di fusione laser a letto di prova viene eseguito. Difetti AM, come la porosità del buco della serratura e la polvere non utilizzata, vengono rilevati nell’output del sensore e viene utilizzato un approccio di modellazione basato sulla fisica per prevedere il verificarsi di un difetto. La spettroscopia può fornire un monitoraggio quasi in tempo reale, consentendo di prevedere i difetti e potenzialmente correggersi prima del completamento della parte, risparmiando tempo e risorse. ”
Effetti di vari parametri di elaborazione sulla qualità del tallone.
Nel suo articolo, Drieling ha spiegato che la spettroscopia è lo studio dell’assorbimento della materia e dell’emissione di luce e altre radiazioni in relazione “alla dipendenza di questi processi sulla lunghezza d’onda della radiazione”. Misura effettivamente l’interazione tra materia e fotoni.
Sono state completate ricerche precedenti riguardanti l’uso della spettroscopia per il rilevamento di difetti e il controllo a ciclo chiuso dei processi di saldatura laser – può essere utilizzato per fornire un monitoraggio in tempo reale del processo di stampa 3D, che può far risparmiare tempo, denaro e risorse è possibile rilevare eventuali difetti abbastanza presto per correggerli.
Parametri di elaborazione e disposizione del fascio.
“Se il rilevamento dei difetti è importante nella saldatura laser, dove è solo una passata e la superficie dell’intera saldatura può essere vista, allora è ancora più importante nella fusione del letto a polvere laser dove la maggior parte delle saldature sono nascoste dalla superficie superiore “, Ha scritto Drieling. “I difetti riscontrati nella fusione del letto a polvere laser sono determinanti per la prestazione parziale e i metodi attuali per rilevare i difetti non possono essere impiegati fino a completamento della fabbricazione della parte, anche se non tutti i difetti possono essere rilevati con metodi non distruttivi. Con i metodi attuali, la parte deve essere completamente fabbricata, quindi se vengono rilevati difetti inaccettabili, tutto il tempo e le risorse messe in quella parte sono stati sprecati. Se i difetti non vengono rilevati, possono iniziare un errore imprevisto, portando a situazioni potenzialmente pericolose. ”
Drieling ha utilizzato una stampante 3D di fusione laser a letto in polvere personalizzata di Universal Technology Corporation per la sua ricerca e i dati registrati con uno spettrometro, una fotocamera ad alta velocità, un profilometro e anche telecamere visibili e termiche. Ha eseguito 15 test individuali, variando i parametri di potenza e velocità, per vedere se questo ha avuto alcun effetto sui dati della spettroscopia.
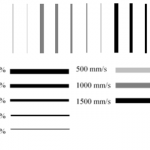
“Una volta completato l’esperimento, le perline sono state esaminate al microscopio e sono state consultate per la qualità”, ha scritto Drieling. “Il set superiore di cinque è stato eseguito a 500 mm / s, il centro a 1000 mm / se il fondo a 1500 mm / s. All’interno di ciascun gruppo, il tallone superiore è stato eseguito a 450 watt, passando attraverso i livelli di potenza a 150 watt per il tallone inferiore. ”
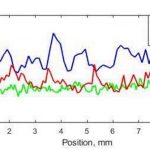
Grafico di intensità per tutte e tre le perle di interesse.
Tre aspetti sono stati esaminati per possibili esperimenti futuri mentre le perline venivano esaminate: keyholing, balling e la più alta qualità di perle.
“Il keyholing era il più prominente nel 500 mm / s, 450 watt” High Power “perlina”, ha spiegato Drieling. “Il tallone da 1500 mm / s, 375 watt” Low Power “è stato scelto per le caratteristiche di balling. Va notato che il tallone da 1500 mm / s, 430 watt mostrava un comportamento di palla peggiore, tuttavia non era in grado di mantenere un cordone continuo, pertanto non era stato scelto. Il tallone “nominale” da 1000 mm / s, 225 watt è stato scelto per avere la massima qualità osservabile in termini di larghezza e consistenza del tallone. Queste tre sfere sono state ulteriormente esaminate utilizzando i dati della spettroscopia. ”
Variando i parametri di lavorazione, Drieling vide una serie di difetti nelle perle prodotte; dopo aver analizzato i dati della spettroscopia, ha visto che i valori di intensità variavano per i difetti e che i dati di intensità non sono influenzati solo dall’input di energia “, poiché due sfere studiate avevano input di energia simili e letture di intensità diverse.”
“Tutti questi risultati mostrano che il controllo a circuito chiuso della fusione laser a letto è possibile con la spettroscopia”, ha concluso Drieling.
In futuro, Drieling prevede di espandere la build in geometrie più grandi, come i cubi.