Russia: i ricercatori esaminano il problema della porosità nella stampa 3D
La stampa 3D apre infiniti nuovi regni di creatività agli innovatori di tutto il mondo, che si tratti di bioprinting o di realizzazione di impianti chirurgici , automobili , componenti di motori a razzo o scarpe da corsa . Insieme a tutta questa meravigliosa opportunità di invenzione, tuttavia, arriva la pressione. Mentre è comprensibile che alcuni oggetti siano ancora in corso di lavorazione, la maggior parte di noi desidera che il prodotto finale sia il più perfetto possibile, non solo per rispetto di sé, ma anche per rispetto di una tecnologia che si sta rivelando unica nel mainstream e un’esigenza di estetica, funzionalità e produttività adeguate.
 Ora, i ricercatori dell’Accademia Russa delle Scienze hanno trovato il modo di migliorare la stampa 3D, delineata in ” Miglioramento della qualità degli oggetti stampati 3D eliminando i microscopici difetti strutturali nella modellazione di deposizione fusa “, di Evgeniy G. Gordeev, Alexey S. Galushk e Valentine P. Ananikov. I problemi di porosità sono una ragione per molti fallimenti nella stampa 3D FDM, nonostante la sua utilità in così tante diverse applicazioni, includendo medicina, biochimica, ingegneria, scienze chimiche e altro ancora. Problemi con debolezza strutturale e porosità spesso rendono tuttavia difficile l’utilizzo della stampa 3D FDM, sia in fase di prototipazione che in altri processi produttivi.
Ora, i ricercatori dell’Accademia Russa delle Scienze hanno trovato il modo di migliorare la stampa 3D, delineata in ” Miglioramento della qualità degli oggetti stampati 3D eliminando i microscopici difetti strutturali nella modellazione di deposizione fusa “, di Evgeniy G. Gordeev, Alexey S. Galushk e Valentine P. Ananikov. I problemi di porosità sono una ragione per molti fallimenti nella stampa 3D FDM, nonostante la sua utilità in così tante diverse applicazioni, includendo medicina, biochimica, ingegneria, scienze chimiche e altro ancora. Problemi con debolezza strutturale e porosità spesso rendono tuttavia difficile l’utilizzo della stampa 3D FDM, sia in fase di prototipazione che in altri processi produttivi.
Nel valutare la stampa 3D FDM, il team di ricerca ha utilizzato materiali come PLA, ABS, PETG, PP, nylon (poliammide) e nylon caricato di carbonio mentre hanno esaminato quanto segue:
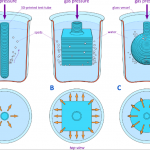
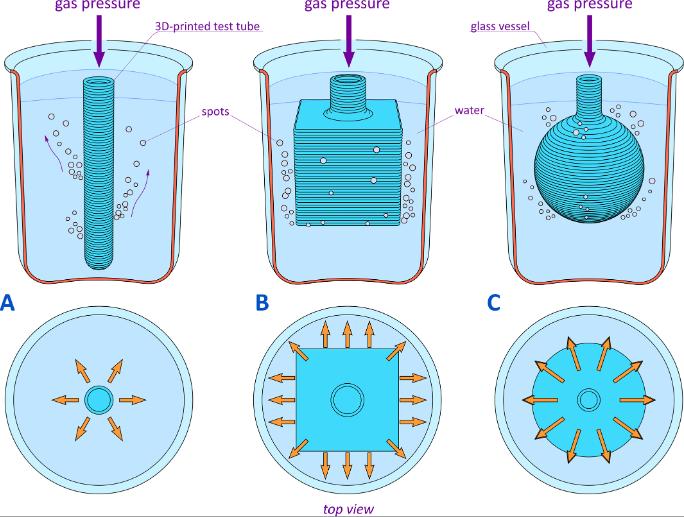
“È emerso che in condizioni standard gli oggetti cilindrici avevano il numero minimo di pori e la migliore qualità di stampa 3D”, hanno affermato i ricercatori. “Gli oggetti conici avevano pori più grandi distribuiti uniformemente sulla superficie. Per una forma sferica, il maggior numero di pori è stato osservato nella regione dei poli che giace sull’asse perpendicolare ai piani degli strati, mentre la regione equatoriale ha mantenuto l’impermeabilità. ”
“Una combinazione di forme cilindriche e coniche in un oggetto ha prodotto una distribuzione uniforme di un piccolo numero di pori nella parete della porzione cilindrica e un numero molto maggiore di pori nella porzione conica. Nei prodotti a faccia piana (es. Piramide esagonale e cubo), le aree più porose sono state trovate ai bordi, cioè nelle vicinanze delle giunture tra le facce. La dipendenza osservata dalla porosità sulla forma geometrica o sulla sua area specifica è spiegata dalle corrispondenti differenze nel modo di posizionamento dello strato: in prodotti cubici e cilindrici, gli strati sono disposti esattamente uno sopra l’altro, quindi il contatto tra strati è più efficace. Nei prodotti conici, gli strati sono disposti con un certo sfalsamento, vale a dire in modo graduale, il che rende il contatto interstrato meno efficace. ”
Valutazione funzionale della qualità di stampa 3D per oggetti di forme diverse.
Tutti gli oggetti sono stampati con parametri identici a k = 0,9 da PLA: (A) cilindro, (B) cono, (C) sfera, (D) forma composta, (E) piramide, (F) cubo. Gli schemi sottostanti mostrano la distribuzione / densità dei pori. Le aree rosse hanno la massima porosità / permeabilità; le aree verdi sono relativamente impermeabili; il colore blu indica le giunzioni con il compressore d’aria.
Il team afferma di aver trovato “bordi e vertici” per avere più difetti rispetto ad altre forme negli esperimenti.
“Tra le forme con contorni levigati, gli elementi conici e sferici di curvatura irregolare sono i più vulnerabili, mentre le superfici piatte e cilindriche sono le più resistenti alla formazione dei pori”, hanno affermato i ricercatori.
I ricercatori hanno anche scoperto che gli oggetti con pareti sottili sono diventati “insostenibili” in termini di sigillante. L’inversione di questa tendenza con pareti più spesse ha consentito di ridurre i pori e migliorare il successo nella stampa 3D:
“Pertanto, per minimizzare la porosità, il corretto riempimento dello spazio interno dovrebbe essere ulteriormente controllato dalla verifica del codice G suggerito dal software slicer. Più omogeneo è lo strato intermedio del muro, più impermeabile sarà la parete del prodotto, dal momento che tutte le cuciture saranno isolate in modo sicuro l’una dall’altra. ”
È stato dimostrato che la permeabilità è fortemente influenzata dalle seguenti condizioni:
Moltiplicatore di estrusione
spessore del muro
Riempimento interno
Temperatura
materiale
Forma
“Le proprietà del prodotto possono essere influenzate dalla costruzione dell’alimentatore, dalla presenza / assenza di un involucro chiuso, dalla modalità di riscaldamento della piattaforma di lavoro, dal sistema di raffreddamento dell’estrusore, ecc.” Hanno concluso i ricercatori. “Nonostante ciò, con una corretta ottimizzazione delle condizioni di stampa, le stampanti 3D desktop commerciali possono essere adatte alla produzione di contenitori sigillati per varie applicazioni. La procedura di valutazione della qualità proposta consente il graduale miglioramento della qualità degli oggetti stampati in 3D eliminando i difetti strutturali. ”