L’effetto della distribuzione delle dimensioni delle polveri sull’acciaio a getto di legante
In un documento intitolato ” Effetto della distribuzione delle dimensioni delle polveri sulla densificazione e l’evoluzione microstrutturale della lega 625 stampata con legante a getto di legante”, un team di ricercatori prova polveri in lega atomizzata a gas 625 di tre diverse distribuzioni di dimensioni di polvere comprese 16-63 μm (pieno ), 16-25 μm (fine) e 53-63 μm (grossolano). Le polveri sono state stampate in 3D con densità di massa relativa relativa di circa il 52%, 45% e 48%, rispettivamente, seguite dalla sinterizzazione sotto vuoto a temperature comprese tra 1225 ° C e 1300 ° C per 4 ore.
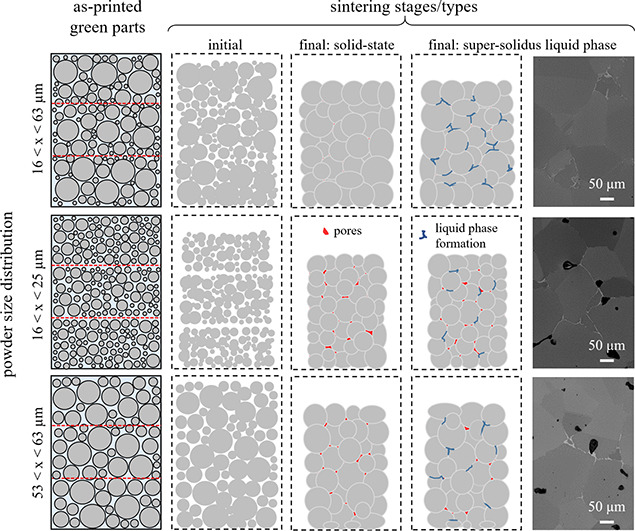
 “Per le polveri fini e grossolane con una distribuzione di dimensioni ridotte, durante il processo di formazione del legante si possono formare difetti di stampa con numeri di coordinazione del poro elevato che non possono essere rimossi durante la fase finale di sinterizzazione”, affermano i ricercatori. “Tuttavia, la piena distribuzione delle dimensioni delle particelle ha dato una maggiore densità verde con meno grandi pori altamente coordinati, così la sinterizzazione in fase liquida supersolida è stata in grado di raggiungere una densità quasi completa. Inoltre, le polveri fini hanno fornito una contrazione lineare non uniforme e anisotropa durante la sinterizzazione, che è sfavorevole per la progettazione di strutture complesse. ”
“Per le polveri fini e grossolane con una distribuzione di dimensioni ridotte, durante il processo di formazione del legante si possono formare difetti di stampa con numeri di coordinazione del poro elevato che non possono essere rimossi durante la fase finale di sinterizzazione”, affermano i ricercatori. “Tuttavia, la piena distribuzione delle dimensioni delle particelle ha dato una maggiore densità verde con meno grandi pori altamente coordinati, così la sinterizzazione in fase liquida supersolida è stata in grado di raggiungere una densità quasi completa. Inoltre, le polveri fini hanno fornito una contrazione lineare non uniforme e anisotropa durante la sinterizzazione, che è sfavorevole per la progettazione di strutture complesse. ”
I ricercatori, utilizzando il binder jetting, i campioni stampati in 3D di ciascuna distribuzione delle dimensioni della polvere e sinterizzati tre campioni da ciascun set per studiare il comportamento di densificazione. La massa volumica e la massa di ciascun campione sono state misurate sia umide che secche. Per tutte le gamme granulometriche, la densità apparente relativa è aumentata con l’aumento della temperatura di sinterizzazione da 1225 ° C a 1285 ° C. Per temperature superiori a 1270 ° C, si è anche scoperto che i campioni di gamma di polvere grossolana avevano la densità sinterizzata più bassa mentre i campioni di gamma di polvere fine mostravano la densità più elevata.
“In generale, si ritiene che le ampie distribuzioni dei pori e la bassa densità verde associati ai difetti di imballaggio influenzino l’evoluzione microstrutturale, in particolare la dimensione dei grani e le distanze di diffusione nella sinterizzazione dello stadio finale e questo controlla la densità finale”, affermano i ricercatori. “Pertanto, era essenziale esaminare l’effetto della PSD sui descrittori microstrutturali medi associati al processo di densificazione. Questi includono la grana media e la dimensione dei pori. ”
Negli esperimenti sono stati mantenuti costanti i parametri di stampa 3D di Binder Jet, tra cui spessore dello strato, saturazione del legante e tempo di essiccazione, al fine di studiare l’effetto della dimensione della polvere e della distribuzione delle dimensioni delle particelle sul comportamento di densificazione. Sono state raggiunte le seguenti conclusioni:
“Durante la densificazione di parti sinterizzate tra 1225 ° C e 1300 ° C per 4 ore, la polvere da 16-25 μm ha mostrato una contrazione lineare più elevata rispetto alle polveri da 16-63 μm e 53-63 μm. Ciò era correlato con una densità verde inferiore del 45% ottenuta dalla polvere fine rispetto al 47% e al 52% per le polveri grossolane e a pieno spettro, rispettivamente. Inoltre, si è visto che quando la temperatura di sinterizzazione aumentava a 1285 ° C o più, il ritiro lineare in direzione z era maggiore di quello nelle direzioni x e y, specialmente in polvere da 16-25 μm. Si pensa che questo sia dovuto all’effetto della gravità sul riarrangiamento delle particelle durante la sinterizzazione. ”
Inoltre, la densificazione era più veloce nei campioni di polvere da 16-25 μm fino a 1270 ° C, ma alla temperatura di sinterizzazione più elevata, i campioni di polvere da 16-63 μm mostravano un comportamento di densificazione più veloce e una maggiore eliminazione dei pori durante la fase finale. .
Gli autori del documento includono Amir Mostafaei, Pierangeli Rodriguez De Vecchis, Ian Nettleship e Markus Chmielus.


