I ricercatori utilizzano la strategia di cross-linking per migliorare la stampa 3D SLA, concentrandosi sul poliuretano-acrilato
La stereolitografia , nota anche come SLA e SL, è stata la prima invenzione del metodo di stampa 3D e, sebbene per molto tempo sia stata considerata solo una soluzione di prototipazione, abbiamo passato molto tempo. Questa tecnologia versatile è in grado di produrre parti precise e ad alta risoluzione con superfici lisce, diverse dimensioni di costruzione, proprietà costanti in tutto e può anche accedere a una vasta gamma di proprietà dei materiali. Tutte queste caratteristiche spiegano perché lo SLA è così spesso utilizzato ora per applicazioni in strumenti e modelli, come stampaggio a iniezione, microfusione e termoformatura.
 Un gruppo di ricercatori dell’Università di Zhejiang in Cina ha recentemente pubblicato un documento intitolato ” Una strategia di cross-linking con pre-polimerizzazione moderata della resina per la stereolitografia “, con la Royal Society of Chemistry . Lo studio spiega come il team ha lavorato per migliorare la stereolitografia, fornendo parti stampate in 3D con tecnologia SLA, con proprietà meccaniche migliori.
Un gruppo di ricercatori dell’Università di Zhejiang in Cina ha recentemente pubblicato un documento intitolato ” Una strategia di cross-linking con pre-polimerizzazione moderata della resina per la stereolitografia “, con la Royal Society of Chemistry . Lo studio spiega come il team ha lavorato per migliorare la stereolitografia, fornendo parti stampate in 3D con tecnologia SLA, con proprietà meccaniche migliori.
L’abstract recita: “Qui, dimostriamo una strategia di reticolazione utilizzata nel campo del rivestimento per ottenere lunghe catene per la pre-polimerizzazione della resina per ottenere parti finali di resina che possono espandere l’applicazione dello SLA. Isoforone diisocianato (IPDI), 2-idrossietil metacrilato (HEMA) e polietilenglicole (PEG) a base di prepolimero hanno lunghe catene che facilitano la formazione di strutture dense. Tuttavia, il prepolimero ha alta viscosità e può solidificarsi in assenza di un laser. Quindi, sono stati aggiunti tre tipi di adiuvanti per diluire il prepolimero per rendere la sospensione adatta per la stampa 3D. I fanghi sono stati polimerizzati con diverse potenze laser e velocità di scansione. I diluenti si trovano a influenzare le proprietà di polimerizzazione in modo diverso. Con il diluente 2-idrossietil acrilato aggiunto nel prepolimero, il restringimento delle parti stampate è inferiore all’1,3%.-3 e 1.195 g cm -3 , che è superiore a quella del PVC commerciale e del PET. Le tre resine variano in densità e durezza in un piccolo intervallo quando cambiano le velocità di scansione. Una superficie relativamente piatta, alta densità e durezza può essere ottenuta quando la potenza del laser è a 195,5-350 mW. La resina con questa strategia di cross-linking può espandere l’applicazione della stereolitografia sottoutilizzata dalla prototipazione a parti reali producendo componenti più funzionali con prestazioni eccellenti. ”
La sintesi dei residui e il processo di stereolitografia dell’intero processo.
I ricercatori hanno spiegato che lo SLA non viene spesso utilizzato per la produzione di pezzi finali, motivo per cui vi è “la necessità di migliorare continuamente i processi e i materiali esistenti”. Hanno mirato a farlo con una strategia di cross-linking popolare nella tecnologia dei rivestimenti.
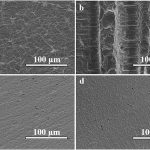
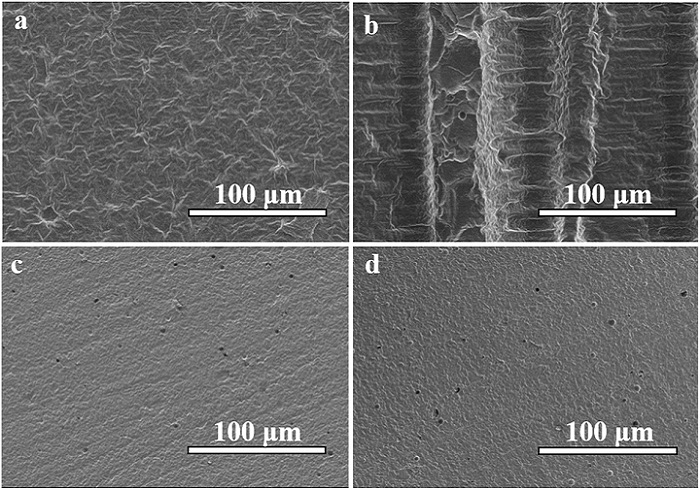
Immagini SEM di un campione di resina non lucidato (tipo 3, 1000 mW, 100 mm s-1). (a) La superficie frontale del campione di resina; (b) e (c) la superficie laterale del campione di resina.
“Nella fabbricazione del rivestimento polimerico, una delle strategie è quella di consentire agli isocianati di reagire con composti idrossilici per ottenere fanghi di rivestimento induribili con radiazioni”, hanno spiegato i ricercatori. “La resina poliuretanica, realizzata ad es . IPDI, ha un’eccellente energia superficiale, stabilità fotoelettrica e resistenza chimica ed è comunemente usata nelle vernici, nei rivestimenti, nei timbri di stampa e negli agenti di adesione. HEMA è uno dei derivati di poliacrilato nella resina a base di acrilato e i monomeri a base di acrilato sono ampiamente utilizzati a causa della bassa citotossicità e dell’elevata resistenza al calore, mentre la resina a base di acrilato è soggetta ad una velocità di polimerizzazione più lenta. I monomeri multifunzionali vengono applicati per introdurre più siti di reticolazione, accelerare la velocità di polimerizzazione e migliorare le proprietà meccaniche della resina indurita. ”
Hanno usato HEMA, IDPI e PEG per preparare il pre-polimero e hanno aggiunto agenti diluenti per modificare la viscosità della resina, poiché la poltiglia di pre-polimerizzazione era troppo appiccicosa per l’SLA.
I ricercatori hanno spiegato: “La viscosità è un parametro importante per garantire una buona qualità delle parti stampate con SLA. Quando il cicatrice forma un nuovo strato, è necessario attendere che la superficie della resina diventi completamente piana per avere un accurato controllo dello spessore. Solitamente sono preferiti i fanghi a bassa viscosità in quanto consentono un migliore flusso di resina per ricostituire ogni strato durante la stampa e facilitano anche la manipolazione (ricaricare e pulire il serbatoio di resina più conveniente). ”
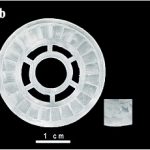
Fotografia di un campione di resina cubica con una dimensione di 10 mm × 10 mm × 10 mm
Dopo aver regolato il software per adattarlo alla viscosità dei fanghi, il team 3D ha stampato diversi quadrati campione da 10 x 10 x 10 mm. Dopo aver regolato anche la potenza del laser e la velocità dello scanner, hanno scoperto che i tre tipi di sospensione avevano diversi intervalli di tipizzazione.
I ricercatori sono stati in grado di dimostrare che la strategia di reticolazione del polimero di poliuretano-acrilato poteva essere applicata per la prepolimerizzazione nella sintesi di stampa 3D del liquame di resina. Hanno inoltre dimostrato che le caratteristiche della resina possono essere adattate per l’uso in diverse applicazioni utilizzando le variazioni dei diluenti.
“Con il 2-idrossietil acrilato come diluente, la sospensione può essere utilizzata nella produzione di alta precisione e la contrazione delle parti finali è inferiore all’1,3%. Con etilenglicole monofenil etere come diluenti, la densità delle parti finali è maggiore di quella del PVC e del PET, che è paragonabile alla densità del PC. I singoli campioni sono uniformi all’interno e la parte anteriore e il lato dopo la lucidatura hanno una qualità e una durezza della superficie simili. Le scansioni laser con bassa potenza e alta velocità portano a una polimerizzazione incompleta, mentre bassa velocità e potenza elevata possono causare una eccessiva polimerizzazione “, hanno concluso i ricercatori. “Insieme, i nostri risultati forniscono importanti informazioni tecniche per esplorare la stereolitografia basata su polimeri nella produzione di parti funzionali più complesse”.
Co-autori del giornale includono Rongping Ni , Bin Qian , Chang Liu , Xiaofeng Liu e Jianrong Qiu.